









News & Media




2015/06/04
3098
Abstract: Owning to its low calorific value and combustion efficiency, a lot of blast furnace gas (BFG) is wasted in China. In this paper, pressure swing adsorption (PSA) technology was applied to purify BFG, which can improve the calorific value and combustion efficiency significantly. The technical feasibility, combustion efficiency and engineering economy analysis showed that BFG purified by PSA was the most effective way for energy saving and had a broad application prospect.
Key words: Blast Furnace Gas, Pressure swing adsorption, combustion economy.
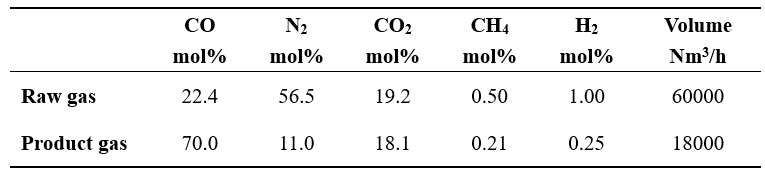
Blast Furnace Gas (BFG) is a byproduct of blast furnace ironmaking process, and its emission occupies the highest proportion in the by-product gas of the steel industry. It consists primarily of N2, CO, CO2, H2, CH4, etc., with the specific composition as shown in Table 1. Because the calorific value of blast furnace gas is generally only about 3,000-3,800 kJ/Nm3, it cannot meet the requirement of industrial furnace theoretical combustion temperature on the calorific value. Most of the steel plants have surplus in blast furnace gas; there are different degrees of emission phenomenon, resulting in environmental pollution and waste of energy.
In recent years, due to the national attention on the energy saving technology of iron and steel enterprises, enterprises’ emission of blast furnace gas has decreased. Way of use of blast furnace gas is mainly burning, the main uses are: 1) direct use in hot blast stove; 2) direct use in complex thermal coke oven; 3) mixed use with high calorific value gas in heating furnace and soaking pit; 4) use of regenerative combustion technology in rolling mill furnace; 5) boiler generation of pure BFG; 6) combined cycle power plant (CCPP) of gas turbine and steam turbine with blast furnace gas as the main fuel.
Table 1 Main components of common blast furnace gas

If the effective component CO of blast furnace gas can be concentrated and used, it not only can greatly reduce the emission rate, but also will save the cost of fuel, and even provide raw materials for chemical products. When CO is concentrated to 65%-70%, the fuel value can be up to 8,200-9,000 kJ/Nm3, and the product gas can be directly combusted as fuel with high calorific value [1], or used as reducing gas for blast furnace injection [2]. When CO is concentrated to 98.5% or more, high-purity CO product gas can be further used for the production of high value-added chemical products [3].
Hengyang Valin Steel Pipe Co., Ltd. (hereinafter referred to as "Hengyang Steel") is a specialized seamless steel pipe manufacturer with production capacity of annual production of 1 million tons of iron, 1.2 million tons of steel, and 1.5 million tons of pipes. BFG annual output is about 21×108 m3, mainly for hot blast stove (about 35%), sintering furnace (about 2%), mixed with natural gas for rolling furnace (about 38%), and most of the remainder is emitted; highest BFG emission rate is up to 29%, and the lowest can only be reduced to about 23% [4]. In order to meet the needs of fuels with high calorific value, Hengyang Steel needs to purchase gas, and blend with blast furnace gas, to improve calorific value of blast furnace gas, for use of steel rolling heating furnace. This has resulted in a serious contradiction between Hengyang Steel’s large demand for gas with high calorific value and failure in effective utilization of gas with low calorific value. To purify BFG to get gas of high calorific value has become wise choice for Hengyang Steel’s energy efficiency.
In 2012, Beijing Peking University Pioneer Technology Co., Ltd. (“PIONEER”) and Valin Hengyang Steel reached cooperation agreement on design and construction of blast furnace gas CO purification plant, currently the plant has been successfully put into operation, with stable operation, excellent indicators, average consumption of raw gas reaching 60,000 Nm3/h, average product gas volume of 18,000 Nm3/h, and CO yield of about 93%. The concentration of CO in the product gas can be adjusted in the range of 60% to 70% as needed, the product gas can fully meet Hengyang Steel’s downstream users’ needs for calorific value, and effect of energy saving and income increase is remarkable. Average gas composition and gas volume of the plant are as shown in Table 2.
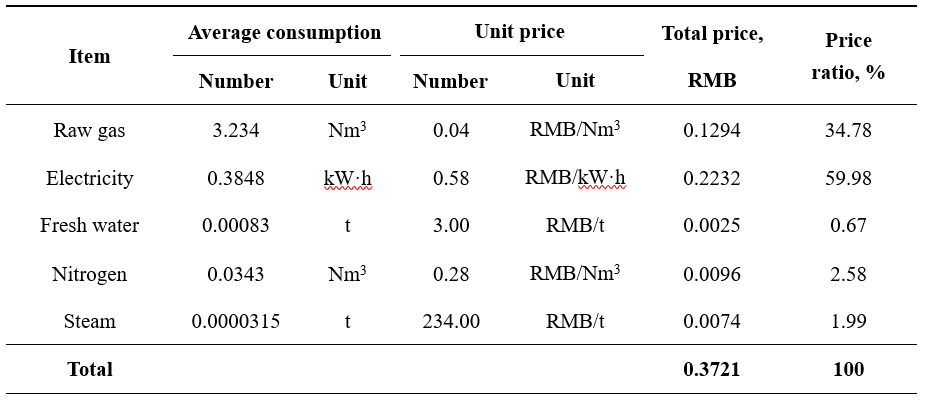
The cost of using PSA-CO device to purify blast furnace gas is the most important issue for users. PSA-CO product gas costs include fixed costs and variable costs. Calculated according to BFG feed gas price of RMB0.04 per cubic meter, product gas volume of 18000 Nm3/h, plant designed operation period of 10 years, and annual capacity utilization rate of 94%, PSA-CO product gas fixed costs calculation results are listed in Table 3, variable costs are shown in Table 4, product gas overall costs total approximately RMB0.5225/Nm3. If the cost of BFG raw gas is not counted, then the total cost of PSA-CO product gas is RMB0.3921/Nm3.
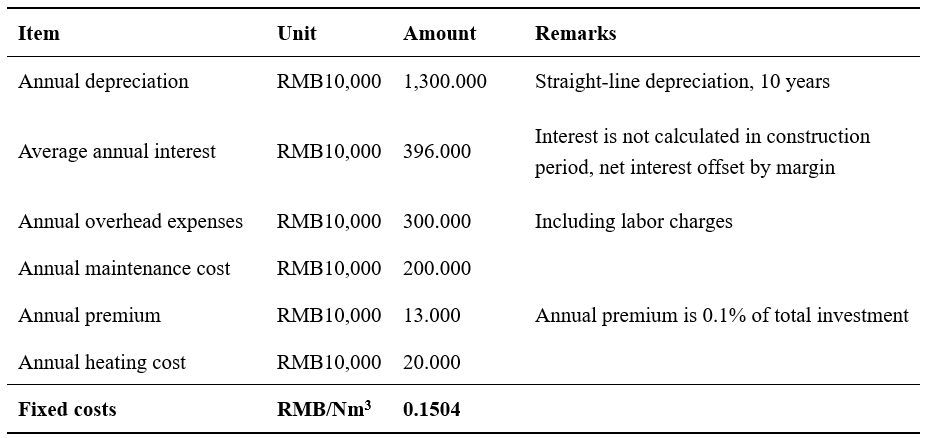
Table 4 Unit cubic meter of product gas consumption and operating costs
3.2 Combustion economy analysis
Because blast furnace gas and product gas after concentrates are used as fuel for combustion, their combustion economy analysis is essential. Combustion data of 60,000 Nm3/h blast furnace gas with CO concentration of 22.4% and combustion data of 18,000 Nm3/h of CO-rich product gas at concentration of 70% are in Table 5. Calculation basis in Table 5 are the following three restriction conditions: 1) assuming both the gases are completely combusted under adiabatic conditions, and using the same combustion furnace; 2) assuming that the two gases are dry gases, and air is dry air; 3) content of each component of blast furnace gas and CO-rich product gas is calculated in accordance with the data in Table 2, the amount of oxygen is approximately zero.
Note: Hi: low calorific value of a combustible component in gas, kJ/Nm3, CO: 12640 kJ/m3, H2: 18790 kJ/m3, CH4: 35880 kJ/m3;
ri: Volumetric percentage of a combustible component in gas;
xi: Volumetric percentage of a combustible component in flue gas;
Vi: Volume of a component produced due to complete combustion of dry gas per unit time, Nm3/h;
ci, cg, ca: Average volumetric heat capacity of a component gas, gas, air at 0-tf ℃, 0-tg℃, 0-ta℃, kJ/(Nm3·K), the data can be got from the table;
Tf, Tg, Ta: Absolute temperature K of smoke, gas, and air, respectively,423K, 313K, 313K;
Q4: Calories kJ/h consumed by CO2 and H2O in flue gas via decomposition at high temperature, the data can be got from the table
The calculation results of combustion process in Table 5 shows that the calorific value of blast furnace gas is 3199 kJ/Nm3, theoretical combustion temperature is only 1,315℃; calorific value of CO-rich product gas is 8,970 kJ/Nm3, and theoretical combustion temperature reaches 2,095℃, meeting Hengyang Steel industrial furnace’s requirements for fuel, and can be directly used for combustion.
It can be found via contrast of heat produced from combustion of 60,000 Nm3/h of blast furnace gas and 18,000 Nm3/h of CO-rich product gas, due to yield of CO after purification is approximately 93%, and partial CH4 and H2 will be lost, so the heat generated by combustion of product gas is approximately 84% of that of blast furnace gas; contrast of heat out of combustion of two flue gases shows that, when the exhaust gas temperature is 150℃, the rate of exhaust gas loss from combustion of CO-rich products is 16.3%, significantly lower than the exhaust gas loss rate of 27.5% of blast furnace gas (see Figure 1), and the combustion efficiency has improved significantly.
Based on the above calculation analysis, CO-rich product gas has a higher calorific value, theoretical combustion temperature and combustion efficiency than coal furnace, so it has better combustion economy.
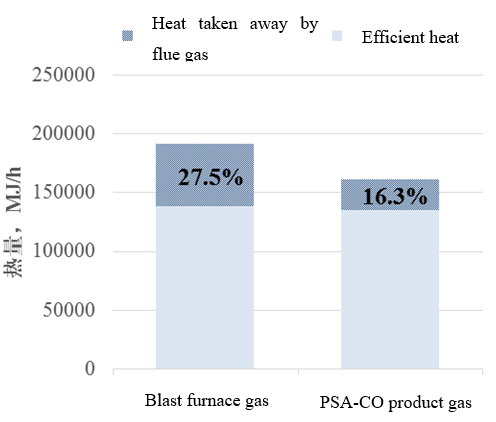
Figure 1 Flue gas heat loss of blast furnace gas and PSA-CO products
After completion of the project by the end of 2013, Hengyang Steel transmits 18000 Nm3/h of 70% of CO product purified from about 60000 Nm3/h of blast furnace gas directly to the furnace for use. Natural gas equivalent of PSA-CO product can be estimated according to combustion calories. Based on the total cost of PSA-CO product gas and Hengyang Steel’s regional gas prices, the amount of annual income of the purification plant can be calculated; and the results are shown in Table 6 below.
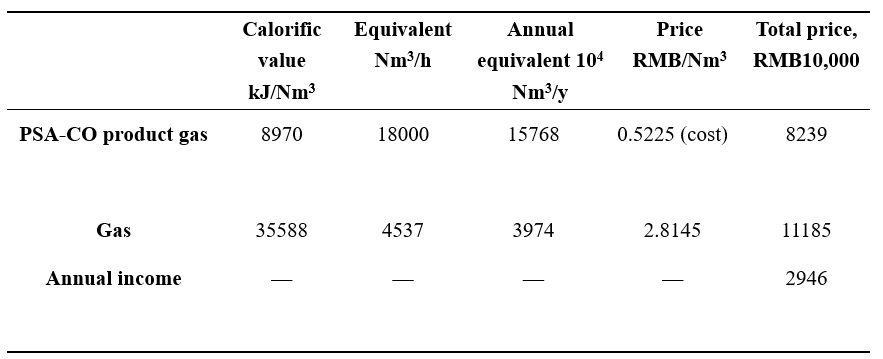
It can be obtained from Table 6, PSA-CO product can replace about 4,537Nm3 of natural gas per hour, annual substitute volume reaches 3,974×104 Nm3, equivalent to about one-third of the original natural gas consumption of Hengyang Steel, which will largely ease and balance Hengyang Steel’s tight demand for natural gas. According to the actual operating conditions, after deducting the total cost of the device, the project can directly create revenue of about RMB29.46 million for Hengyang Steel each year.
BFG purification (concentration) technology developed by PIONEER has solved the problem of blast furnace gas emission that has always troubled China's steel industry, significantly reduced energy waste, and created significant economic benefits for enterprises. CO product enriched to about 70% of can be used as combustion gas or reducing gas with high calorific value, to reduce the use of coal, natural gas or coal and coke; CO enriched to more than 98.5% can be further used in chemical production, for synthesis of ethylene glycol, dimethyl carbonate, acetic acid, methanol, TDI, DMF and the like. This technology is very suitable for emission of blast furnace gas, and steel companies with tight supply of natural gas, liquefied petroleum gas and other energies; especially in today, with the fierce competition in the steel market and growing environment problems, it has important social and economic benefits.
1 Geng Yunfeng, et al. A Blast Furnace Ironmaking Method: CN 101463398 A
2 Geng Yunfeng, et al. A Blast Furnace Gas Enrichment Process: CN102643681A
3 Tang Hongqing, Carbon- Introduction of New Chemical Technology, Beijing: Chemical Industry Press, 2009
4 Zhou Weihan, et al, Status Quo Analysis and Countermeasures of Hengyang Steel’s Utilization of Blast Furnace Gas, National Energy and Thermal Engineering--2010 Academic Conference







